One of the most critical steps in the design of a plastic product is the selection of the material. The combination of transparency, high impact resistance, intrinsic flame retardancy, high temperature resistance and excellent electrical properties are united in
XANTAR® Polycarbonate.
Where transparency is not required and a lower temperature resistance is acceptable, polycarbonate blends are a good choice.
XANTAR® C (PC/ABS blends) offers improved flow and ESCR (Environmental Stress Crack Resistance). Combined with the ductility of XANTAR
® C, this makes it an excellent material for Information & Communication Technology (ICT) and automotive interior parts.
XANTAR® E (PC/Polyester blends) combines outstanding ductility at very low temperatures and very low emission of volatiles. For this reason it has been successfully used in very critical automotive interior applications.
Making the right choice requires knowledge beyond comparing data sheets. More information on selecting the right product can be found in our
Product Selector section.
Making the right design does not stop at making the right choice of materials, but also depends on the product design, tool design, processing, and secondary operations when applicable.
Additional information on these individual topics can be found in the Additional Information links in the menu to the left.
Please do not hesitate to contact us in case you have additional questions, or to combine your product and manufacturing knowledge with our material, processing, application and market knowledge!
PRODUCT DESIGN
Dimensions
Dimensional tolerances play a major role in determining the cost and difficulty in making a part. The design engineer should determine whether or not tight tolerances are in fact necessary and can be justified. Optimally, tolerances should be tight enough to ensure satisfactory part performance and large enough to avoid unnecessary tooling and manufacturing costs. At the same time, the environment in which the part must operate will often preclude the acceptance of close tolerances.
E.g. if a part must operate through a wide range of temperatures, the dimensional change resulting from this temperature variation may be greater than that allowed by these tolerances.
Parts moulded from unreinforced XANTAR
®, XANTAR
® C and XANTAR
® E shrink between 0.005mm and 0.007mm per linear mm. Because of the isotropic nature of XANTAR
®, XANTAR
® C and XANTAR
® E, it is possible to hold very tight tolerances depending on the part, tool design and processing conditions. It is always best to have as much tolerance as possible while still maintaining part functionality.
Surface appearance
XANTAR
®, XANTAR
® C and XANTAR
® E offer excellent reproduction of the mould surface. Everything between high gloss and heavily textured surfaces can be created. Glass reinforced materials tend to be abrasive and care should be taken to maintain the mould surface so that part appearance does not vary from the original intent. Ejector pins and second-surface ribs and bosses can detract from the aesthetics of the part so it is important to avoid placing these in critical appearance areas.
While XANTAR
®, XANTAR
® C and XANTAR
® E are capable of good mould surface reproduction, they are highly reliant on proper moulding. Therefore, it is critical to follow the recommendations for processing polycarbonate and polycarbonate blends to obtain the best surface appearance.
Wall thickness
Wall thickness should be equal to or greater than the minimum allowed by the functional requirements of the part and the processing capabilities of the material. Walls that are thicker than necessary add cost by increased material usage and longer cycle times. Additionally, thicker walls may cause problems such as sink marks, internal voids, and poor surface appearance. In order to achieve greater strength and stiffness in the part, ribs and gussets can be used. The use of ribs and gussets, generally, provides optimal cost performance.
For solid injection moulding, parts made out of XANTAR
®, XANTAR
® C and XANTAR
® E should not exceed 3mm to 4mm nominal wall thickness. Walls thicker than 3mm to 4mm result in increased cycle times (due to longer periods required for cooling), raise the likelihood of voids, and significantly decrease the physical properties of the part. Where wall thickness exceeds 4mm, foam injection moulding (XANTAR SF 22-series) is preferred. The optimal thickness for foam applications is around 6mm.
Care should be taken for those applications that require UL94 listings that the thinnest section of the design still corresponds with the listed flammability on the UL 94 Yellow Card.
Ribbing
The addition of ribs to the part allows for a thinner overall wall thickness. By allowing thinner walls, ribbing also reduces cycle time and cross sectional area versus thick walled parts. This allows material usage and part weight reduction without sacrificing physical properties.
Typically ribs should be no more than 60% of the adjacent wall thickness in order to prevent sinks on the opposite side. Radii should be incorporated to prevent stress concentration at the juncture of ribs and adjacent walls.
Corners & radii
Sharp corners act as stress risers and are among the major causes of part failure. Most thermoplastics are particularly sensitive to this phenomenon. A good rule to follow is to employ inside radii equal to a minimum of 60% of the adjacent wall thickness. Additionally, external corners should maintain a constant wall thickness around the radius of the internal corner. This reduces variations in wall thickness and helps prevent warpage and sinks.
TOOL DESIGN
XANTAR
®, XANTAR
® C and XANTAR
® E have been successfully moulded in a wide variety of tools using conventional two-plate, three-plate, and hot runner systems. It is essential that good design practices are followed in order to produce high quality product. The following are recommendations for tool design details.
Gates & runners
Most of the familiar gating systems such as conventional, sub-surface, and fan work well with XANTAR
®, XANTAR
® C and XANTAR
® E. Gate location and size should be selected with care to minimize shear (especially important for the blends), surface imperfections, and part distortion. Gates should be located so that material flows from thicker to thinner wall sections and are balanced in all directions, as much as possible. Runners should be sized large enough to allow free flow of the material required to fill the cavities without producing unnecessary rework. Radii should be used at all corners, including gates. The use of cold slug wells will assist in removing cold material from the melt front and allow the delivery of hot material to the cavities.
Hot runner systems can be of great benefit. They reduce runner scrap and produce lower moulded-in stresses in parts by delivering uniformly hot material to the cavity. Most of the hot runner system manufacturers make products which can be used with XANTAR
®, XANTAR
® C and XANTAR
® E.
The key characteristics to remember when selecting a system include:
- Runner system should be well balanced
- Material channels should be open, free flowing, and devoid of areas where material can hang up and degrade
- The heaters should be sized to allow sufficient heat to be delivered anywhere in the system
- All areas should be uniformly and accurately heated
- Each branch runner and drop should have its own individual control
Venting
Medium to high injection speeds are recommended for XANTAR
®, XANTAR
® C and XANTAR
® E, therefore venting is particularly important. Vents should be located at the end of fill and any other location where melt front knitting and resultant gas entrapment can occur. Dimensions of venting can be read from the Figure below:
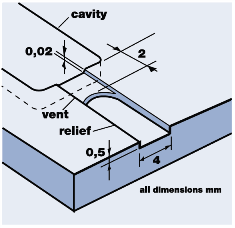
The dimensions are chosen in such a way that air can escape without flash. When vents cannot be placed on the parting line, they should be located on ejector pins. Vents located on static pins, such as core pins, should not be used as they will become clogged very quickly unless they are connected to a vacuum system to keep them clean and open.
SECONDARY OPERATIONS
Machining
Standard machining tools work well for cutting XANTAR
®, XANTAR
® C and XANTAR
® E and generally provide a long service life. Either high-speed steel or carbide tooling can be used. If extensive machining is necessary, you are advised to use tools that have optimum geometry as defined by The Society of the Plastics Industry to ensure maximum productivity and best surface finish.
Welding
Welding of XANTAR
®, XANTAR
® C and XANTAR
® E is based on the interdiffusion of molecule chains, which needs elevated temperature and time. Pressure is required for good mechanical contact; in addition it helps to clean weld surfaces by outflow of impurities. A variety of welding techniques does exist of which vibration/spin, ultrasonic and hot plate welding are the most popular. Nowadays, laser welding is becoming increasingly popular. XANTAR
® Polycarbonate is excellent for laser welding thanks to its high transparency at visible to near infrared wavelengths. Using for instance conventional Nd:YAG lasers, it is possible to successfully weld XANTAR
® on polyesters and copolyesters.
Solvent bonding
XANTAR
®, XANTAR
® C and XANTAR
® E are well suited to solvent bonding because of their amorphous nature. The most common solvent is methylene chloride or a 5% solution of polycarbonate in methylene chloride where surfaces do not mate perfectly.
When solvent bonding, methylene chloride is applied to the joint area of one or both components and the two components are then held together in a fixture under a pressure of 1.5-4 MPa. The bond is then cured to form a joint in one to five minutes, depending on the size and shape of the joint area.
Environmental conditions, such as elevated temperatures, can cause stress crazing. Therefore, the bond should be dried for 24 to 48 hours at a temperature just below the maximum anticipated operating temperature. This often eliminates crazing, which can be caused by entrapped solvent.
Adhesive bonding
Adhesive bonding allows great freedom in design because it can be used effectively to bond XANTAR
® and XANTAR
® C to a variety of material including to itself, other plastics, metals, wood, glass and ceramics. Adhesive bonding, however, is not without draw-backs. The primary concerns are slow processing rates, limited use in certain environments and difficulties in applying the adhesive during the assembly operation.
Adhesive bonding with XANTAR
®, XANTAR
® C and XANTAR
® E can be satisfactory if:
- The proper adhesive (an epoxy, polyurethane or silicone) is selected for the application and environment
- The joint design is adequate for the size and shape of the product
- The joint surface is not smooth. The surface can have moulded-in texture or matte finish, or it can be treated in a secondary roughing operation
- The joint surface is clean and free of foreign materials, such as dirt, mould release spray, water, oil, etc.
- The adhesive is properly applied and cured
Adhesives that utilize components incompatible with XANTAR
® Polycarbonate should be avoided.
Printing
XANTAR
®, XANTAR
® C and XANTAR
® E can be printed using various processes including hot stamping, pad printing, and silk screening. XANTAR
®, XANTAR
® C and XANTAR
® E may be hot stamped using standard equipment and foils. Hot stamp foils come in a wide variety of grades offering different textures, colours, and mechanical and adhesive properties. For the best grades to be used in combination with XANTAR
®, XANTAR
® C or XANTAR
® E, consult the supplier of the hot stamping foil.
Laser marking
Laser printing offers specific advantages, impossible to meet with conventional printing systems (environmentally friendly and very flexible).
Polycarbonate can already intrinsically be laser marked easily, and high contrasts can be achieved with a wide operating window. Yet, in those cases where the operating window is no longer sufficient, several single-colour, high contrast, laser printable XANTAR
®, XANTAR
® C and XANTAR
® E grades have been developed by the laser experts at the Technical Centre in Geleen, The Netherlands, that will once again enable you to apply your markings repeatedly with high consistency and contrast in a fast and reliable speed.
Do not hesitate to contact us, to see how we can help you by combining our material and processing know-how with your application and product know-how.

Painting/coating
Due to the polarity of XANTAR
®, XANTAR
® C and XANTAR
® E, painting and coating can take place without any problems. However, since both materials are sensitive to stress cracking in contact with certain solvents, it is strongly advised to use paints or coatings which are suitable for polycarbonate.
XANTAR
®, XANTAR
® C and XANTAR
® E can be readily metalised by most common techniques, e.g. vacuum metalising, cathode sputtering, flame spray, arc spray and electroless plating. Metalising can be applied for various reasons such as EMI shielding, (light) reflection and aesthetics. High reflective metal layers can be obtained with uniform thickness which show, in general, very good adhesive bonding to XANTAR
®, XANTAR
® C and XANTAR
® E. For (mechanical) protection, the metal layer can be coated additionally. Also, other methods for metalising are possible, e.g. application of a conductive coating or very selectively by employing the innovative
XANTAR® LDS technology.